Ten artykuł jest zbiorem informacji, które ułatwiły mi przygotowanie drukowania na Ender 3.
Konfiguracja Bed Visualizer w OctoPrint
- Ustaw parametry wizualizacji (Bed Visualizer) stołu:
- Wejdź w ustawienia: OctoPrint » Plugins » Bed Visualizer.
- W karcie Collection zaznacz opcje Flip X-Axis oraz Flip Y-Axis.
- Przejdź do karty Data i zaznacz opcje Descending y-axis oraz Display on tab screen.
- Przejdź do karty Corrections i zaznacz opcję
Reverse turn direction orazDisplay on tab screen. - Zapisz.
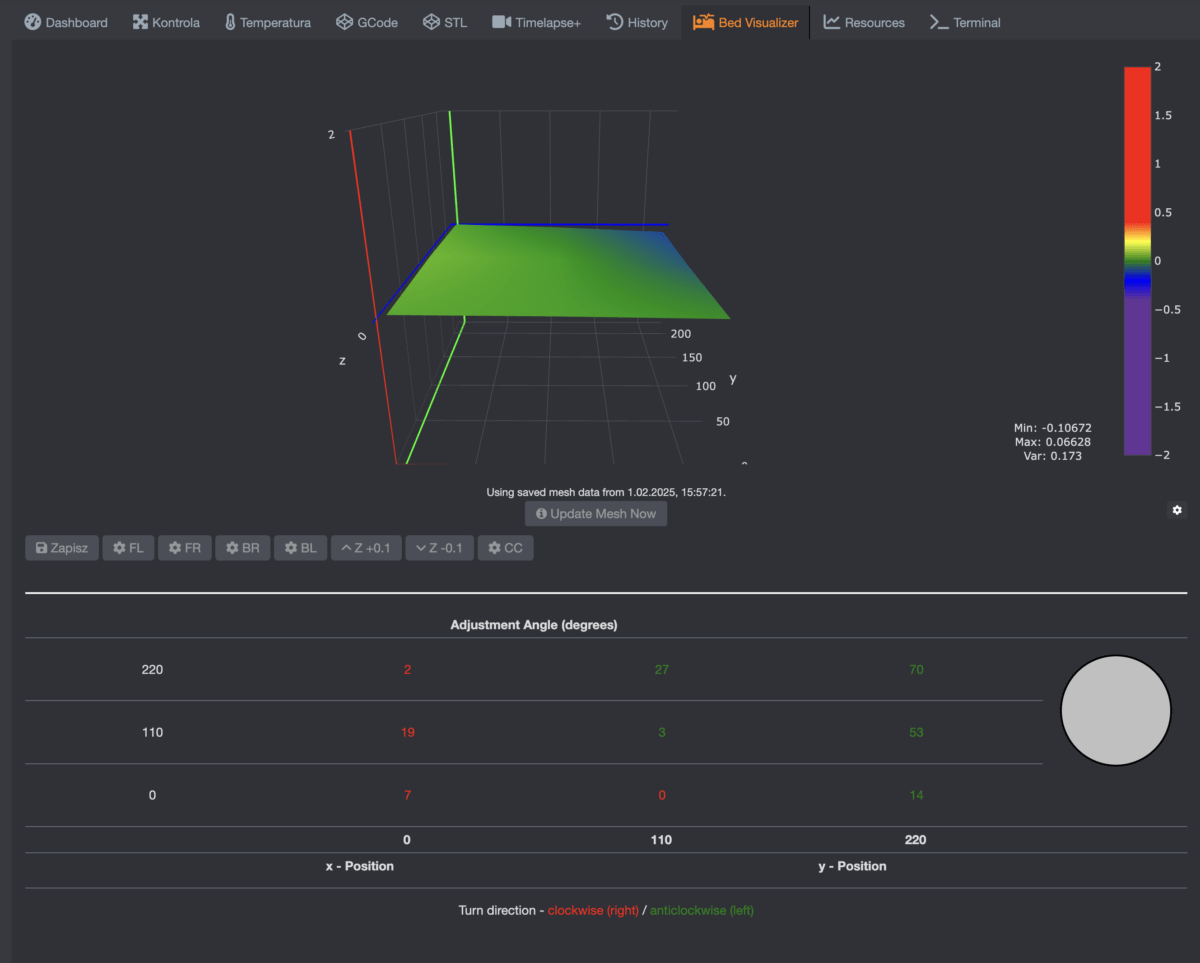
- W OctoPi przejdź do karty Bed Visualizer:
- Zaznacz opcję Move nozzle (pierwsza ikonka z prawej u góry wykresu).
- Na wizualizacji znajdź współrzędne X=0, Y=0 i kliknij je – dysza powinna przesunąć się do lewej strony z przodu drukarki.
- W tabelce Adjustment Angle (degrees) po lewej stronie współrzędne Y powinny być malejąco, a na dole współrzędne X powinny być rosnąco.
Przygotowanie do poziomowania
- Dokładnie oczyść stół z resztek filamentu i innych obcych przedmiotów.
- Nagrzej drukarkę, aby zapobiec rozszerzaniu materiału po kalibracji. Poczekaj aż temperatury się ustabilizują.
- Nagrzej dyszę do 200°C:
M104 S200 - Nagrzej stół do 60°C:
M140 S60
- Nagrzej dyszę do 200°C:
- Oczyść sondę przed kalibracją.
- Sprawdź działanie sondy: wysunięcie i schowanie:
M401M402 - Sprawdź i zapisz aktualne ustawienia:
M503
wyświetli wszystkie aktualne ustawienia drukarki, w tym:- kroki silników,
- przyspieszenia,
- aktualne offsety,
- ustawienia PID,
- inne ważne parametry.
Jeżeli twoja sonda nie obsługuje automatycznego wysuwania, pamiętaj aby zawsze ją wysunąć przed powrotem do domu (G28), sondowaniem (G29), wydrukiem czy kalibracją Z-offsetu.
Niewysunięcie sondy przed tymi operacjami może skutkować uszkodzeniem drukarki!
Kalibracja z użyciem sondy
- Uruchom procedurę sondowania, podczas której sonda zmierzy kilka punktów na stole i zapisze wyniki:
G29 T - Sprawdź mapę nierówności na wizualizacji. Jeśli powierzchnia jest bardzo nierówna, popraw ręcznie śruby poziomujące i powtórz sondowanie. Informacje o tym w którą stronę kręcić śrubami znajdziesz pod wykresem.
- Zapisz wyniki kalibracji:
M500
Regulacja z użyciem Bed Visualizer
Bed Visualizer podpowiada jak kręcić śrubami, aby wypoziomować stół:
🔄 Lewa (przeciwnie do ruchu wskazówek zegara) → Poluzowanie sprężyny → Stół się opuszcza.
🔄 Prawa (zgodnie z ruchem wskazówek zegara) → Dokręcenie sprężyny → Stół się podnosi.
Czyli jeśli masz za wysoką część stołu (czerwone wartości), odkręcasz pokrętło w lewo, żeby obniżyć ten róg.
Jeśli masz za niską część stołu (niebieskie wartości), dokręcasz w prawo, żeby podnieść.
Pamiętaj, żeby robić to stopniowo i po każdej zmianie sprawdzić kartką papieru pod dyszą.
Przesuwanie dyszy
Możesz przesuwać głowicę za pomocą komend, menu drukarki lub ręcznie.
Podczas ręcznego przesuwania osi należy robić to bardzo powoli i ostrożnie.
Aby móc ręcznie przesuwać osie drukarki
- Wyłącz limity ruchu osi:
M211 S0 - Zapisz ustawienia:
M500
Po zakończeniu poziomowania przywróć ustawienia
- Włącz ponownie limity ruchu osi:
M211 S1 - Zapisz ustawienia:
M500
Regulacja wysokości stołu
- Połóż kartkę pod dyszą w jednym rogu.
- Powoli przesuwaj kartkę tam i z powrotem, jednocześnie kręcąc pokrętłem poziomowania.
- Szukaj momentu, kiedy poczujesz delikatny opór – kartka powinna się przesuwać, ale nie być zablokowana.
- Nie może być ani za luźno (brak oporu), ani za ciasno (kartka się nie rusza lub faluje).
- Powtórz dla każdego rogu i na środku stołu.
Najlepiej użyć zwykłej kartki A4 (80 g/m²) lub cienkiego paragonu. Nie powinna być ani za gruba (np. karton), ani za cienka (np. bibuła). Dysza powinna lekko ocierać się o kartkę, ale kartka powinna móc się przesuwać z lekkim oporem.
Jeżeli masz różnicę między wskazywaną a rzeczywistą pozycją Z czyli kalibracja Z-Offset
Oto co należy zrobić krok po kroku:
- Przejdź do home wszystkich osi i zmierz offset:
- Home wszystkich osi:
G28 - Najpierw sprawdź Z-offset. W OctoPrint wpisz:
M851 - Następnie zmierz odległość między dyszą a podłogą.
- Home wszystkich osi:
- Jeżeli dane nie są zgodne ustaw nowe wartości:
- ustawi nowy Z-offset (gdzie NN to wartość, którą zmierzyłeś):
M851 Z-NN - zapisz ustawienia w pamięci:
M500 - wczytaj nowe ustawienia:
M501
- ustawi nowy Z-offset (gdzie NN to wartość, którą zmierzyłeś):
- Następnie wykonaj test:
- home wszystkich osi:
G28 - powinno ustawić dyszę 0.2mm nad stołem:
G1 Z0.2 - sprawdź szczelinę papierem – powinieneś czuć lekki opór.
- home wszystkich osi:
- Jeśli nadal nie jest idealnie:
- dostosuj offset małymi krokami (np. +/- 0.1mm),
- po każdej zmianie używaj
M500do zapisu.
- Gdy już będzie dobrze:
- wykonaj ponownie auto-leveling,
- zapisz mesh:
M500
Wydruk testowy
- Możesz użyć testowego pliku poziomowania, poszukaj online.
- Jeśli nie masz gotowego pliku, możesz wygenerować G-code do testowego wydruku np. w Cura lub pobrać gotowy plik.
Obserwuj pierwszą warstwę. Jeśli filament nie przylega dobrze lub jest zbyt zmiażdżony, delikatnie popraw Z-Offset.
Co robić, gdy wydruk przesuwa się razem z dyszą?
Oznacza to, że filament nie przykleja się dobrze do stołu.
| Objaw | Rozwiązanie | |
|---|---|---|
| Dysza jest za wysoko (za duży prześwit) | Filament kładzie się luźno na stole zamiast się do niego „wciskać”. | – Dokręć pokrętło poziomowania (w prawo), aby podnieść stół i zmniejszyć prześwit. – Powtórz test kartką papieru. |
| Brak odpowiedniej przyczepności do stołu | Filament przykleja się na początku, ale potem się odkleja. | – Oczyść stół – przetrzyj IPA (izopropanol 99%) lub ciepłą wodą z mydłem (jeśli masz szkło). – Zastosuj dodatkową adhezję – np. klej w sztyfcie, lakier do włosów lub niebieską taśmę malarską. – Użyj „brim” lub „raft” w slicerze, żeby zwiększyć powierzchnię przyczepności. |
| Temperatura stołu i dyszy | Pierwsza warstwa się nie klei lub łatwo odchodzi. | – Zwiększ temperaturę stołu (dla PLA: 60-65°C, dla PETG: 70-80°C). – Sprawdź temperaturę dyszy (PLA: min. 200°C, PETG: min. 230°C). |
| Zbyt szybkie drukowanie pierwszej warstwy | Dysza kładzie filament zbyt szybko, więc nie ma czasu na przyklejenie. | – Zmień w slicerze prędkość pierwszej warstwy na 20-30 mm/s. – Możesz też zwiększyć szerokość pierwszej warstwy do 120-150% średnicy dyszy. |